Svartir blettir eða svartar innfellingar í mótuðu hlutunum eru pirrandi, tímafrekt og kostnaðarsamt vandamál.Agnirnar losna við upphaf framleiðslu og fyrir eða við reglubundna hreinsun á skrúfu og strokki.Þessar agnir myndast þegar efni kolsýrast vegna ofhitnunar, sem getur átt sér stað þegar efnisflæði er stöðvað í lengri tíma án þess að hitastigið í vélinni lækki.
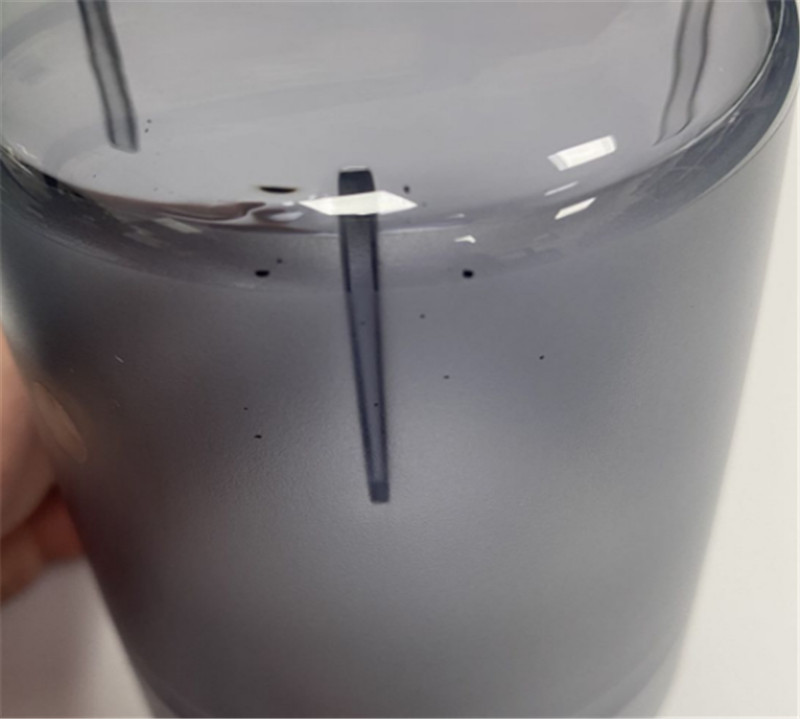
Orsakir svartra bletta
Niðurbrot trjákvoða
Þar sem plastefni er efni brotnar það smám saman niður þegar það heldur áfram að hita það yfir bræðslumark.Því hærra sem hitastigið er og því lengri tími, því hraðar gengur niðurbrotið.Að auki, inni í tunnunni, eru svæði þar sem plastefni er auðvelt að halda, eins og afturslagsventillinn og skrúfgangurinn.Kvoða sem verður eftir á þessum slóðum verður kulnuð eða kolsýrð og fellur síðan taktfast af til að blandast inn í mótaða vöruna og veldur þannig svörtum blettum.
Ófullnægjandi þrif
Sú staðreynd að áður notað plastefni situr eftir í mótunarvélinni vegna ófullnægjandi hreinsunar er einnig orsök svartra punkta.Eins og lýst er í ofangreindri málsgrein, þar sem það eru svæði þar sem plastefnið er auðvelt að halda, eins og eftirlitshringurinn og skrúfgangurinn, er nauðsynlegt að beita samsvarandi styrkleika og tíma hreinsunar á þessi svæði við efnisskipti.Auk þess þarf að nota hreinsunaraðferð sem hentar hverju efni.Það er tiltölulega auðvelt að framkvæma hreinsun á svipuðum kvoða, svo sem PC→PC, en ef það er hreinsun á mismunandi efnum, þar sem bræðslumark eða niðurbrotshitastig er mismunandi, en eindrægni (sækni) er á milli kvoða , það er ekki hægt að fjarlægja það alveg í mörgum tilfellum þrátt fyrir hreinsun.
Blöndun framandi efna (mengun)
Mengun er einnig ein af orsökum svartra bletta.Ef sumum af kögglunum sem fóðrað er í tankinn er blandað saman við önnur kvoða með lægra niðurbrotshitastig, geta svartir blettir auðveldlega myndast vegna niðurbrots plastefnisins.Auk þess ber að huga að endurunnu plasti.Þetta er vegna þess að endurunnið plast er hættara við niðurbroti eftir að það hefur verið hitað oft (því fleiri sem endurvinnan er endurunnin, því lengri hitunartími).Að auki getur það verið mengað af málmi í endurvinnsluferlinu.
Lausnirnar fyrir svarta bletti
1. Þvoið fyrst vandlega þar til svartir blettir sjást ekki lengur.
Svartir blettir hafa tilhneigingu til að vera í tékkhringnum og skrúfgangur í tunnunni.Hafi svartir blettir einhvern tíma komið fram er talið líklegt að orsök þeirra sé eftir í tunnunni.Þess vegna, eftir að svartir blettir birtast, verður að þrífa tunnuna vandlega áður en gripið er til mótvægisaðgerða (annars hverfa svartir blettir aldrei).
2. Reyndu að lækka mótunarhitastigið
Ýmis kvoða hefur mælt með notkunarhitastigi (vörulistinn eða vörupakkningin inniheldur einnig þessar upplýsingar).Athugaðu hvort stillt hitastig mótunarvélarinnar sé utan marka.Ef svo er skaltu lækka hitastigið.Að auki er hitastigið sem birtist á mótunarvélinni hitastig svæðisins þar sem skynjarinn er staðsettur, sem er nokkuð frábrugðið raunverulegu plastefnishitastigi.Ef mögulegt er er mælt með því að mæla raunverulegan hita með plastefnishitamæli eða þess háttar.Sérstaklega eru þau svæði sem eru viðkvæm fyrir plastefnishaldi, eins og tékkhringurinn, líklegast til að valda svörtum bletti, svo fylgstu sérstaklega með hitastigi í nágrenninu.
3. Minnka dvalartímann
Jafnvel þótt stillt hitastig mótunarvélarinnar sé innan ráðlagðs hitastigssviðs ýmissa kvoða, getur langtíma varðveisla valdið rýrnun á plastefninu og þar með útliti svartra bletta.Ef mótunarvélin býður upp á seinkunarstillingareiginleikann, vinsamlegast nýttu hann til fulls og veldu einnig mótunarvél sem hentar stærð mótsins.
4. Mengun eða ekki?
Einstaka sinnum blöndun annarra kvoða eða málma getur einnig valdið svörtum blettum.
Það sem kemur á óvart er að orsökin er að mestu leyti ófullnægjandi hreinsun.Vinsamlegast framkvæmið verkið eftir að hafa hreinsað vandlega og fjarlægt plastefnið sem notað var í fyrri sprautumótun.Þegar endurunnið plast er notað skal athuga með berum augum hvort aðskotaefni séu í kögglunum.
Pósttími: 11. apríl 2023